








 __bid_n=184cb6d5d5f508be1c4207弯曲钢材对冷弯成型设备的性能要求同如果发生扭曲怎么办
__bid_n=184cb6d5d5f508be1c4207弯曲钢材对冷弯成型设备的性能要求同如果发生扭曲怎么办【一】、弯曲钢材对异型冷弯成型设备的性能要求
在工厂里会用到很多钢材部件,这些部件制造的材料是钢材,钢材在从钢厂里制造出来的时候,都是方形线条都是直的。但是在制造部件时,这些部件有的外形是弯形,这需要把这些钢材做成弯形,这时需要异型冷弯成型设备。
冷弯成型设备是能够把直线钢材变成弯形,来做成各个部件,在制作的时候现在大部分都是用冷弯方法。这种方法不用其它的加工方法,只是用机器把钢材折弯变成需要的形状。
钢材本身就很坚硬,异型冷弯成型设备能做到这点需要越大的力气,这对其性能产生一些高要求。它要求设备能够承受住这些力量,不然如果机器本身经受不住,这些力量刚用出来,还没把钢材变弯,自己先损坏,那也不能符合加工的要求,加工的工作也没有办法完成。设备在设计和制造的时候,都考虑到这点,把它变得很坚硬不会损坏。
【二】、如果异型冷弯设备发生扭曲怎么办
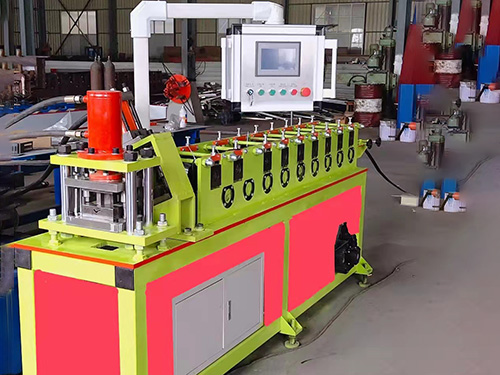
异型冷弯设备工作时,将所需加工的型钢由系统的门式托架推放在两主动滚轮之间,启动液压系统使液压缸推动燕尾槽和冷弯滚轮冷压型钢,待达到设计所需弧度时关闭液压系统,启动机械传动系统,使主动滚轮转动并依靠摩擦力带动型钢平稳缓慢前行,从而实现连续冷弯作业。
冷弯工作结束时,关闭异型冷弯设备的传动系统,同时启动液压系统,使液压缸收回。将冷弯型钢放置在系统的门式托架上就行了。这种异型冷弯成型机作业,既增加了材质的强度,支护钢拱架的质量和工作效率,同时也操作简单。
解决异型冷弯设备扭曲的方法:
1、变形区中性层计算准确,变形区内用料计算准确,滚轮加工对称度好。
2、不变形区域尽量不受压(如滑轨底部),装配时上下滚轮各区域间隙保持一样。
3、材料咬入前,应根据前道滚压状态,设置引导斜口,在稳定受压前,材料在滚内滑移平稳。
4、滚轮加工准确度是关键,因此制作工具在投影仪下,放大20倍进行检测。
5、主传动边,采用滚子锥轴承,让主轴径向跳动在0.04MM以内外,主轴不会左右窜动,普通球轴承自身存在间隙,在传动中不会轴向窜动。
6、生产中关于异型冷弯设备发生扭曲的问题,主要是受力不平衡产生的,左右受力不平衡,左右弯曲,上下受力不平衡,产生扭曲。解决方法:设计受力均衡,加工准确,安装调整方便。
沧州震宇压瓦机制造有限公司(http://www.hbzycgjx.com)主营多种不同型号的u型槽设备、异型冷弯设备、琉璃瓦机设备,型号众多,生产、销售、安装、调试并提供压瓦机技术咨询为一体的现代化企业,产品销往各地,深受广大用户的好评,我厂拥有较强的技术力量和生产能力。







